






 您现在的位置:
您现在的位置: 返回
返回首先,我们需要把不饱和树脂和玻璃纤维等原材料混合形成片材。其树脂的作用就好比是混凝土,纤维纱的作用就好比是钢筋,两者搭配才能使其更加坚固。形成片材的同时,成形的片材需要用塑料膜包住,起到保护作用。


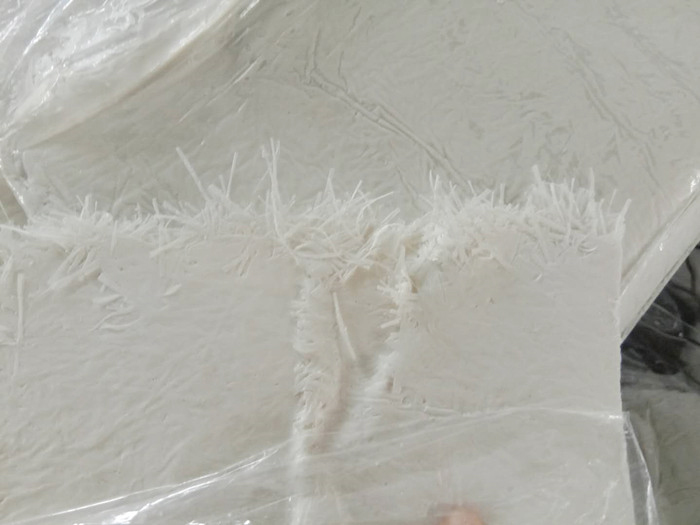
然后混合成型的片材需要经过一个熟化期,只有经过熟化期的片材才能进行模压。

经过熟化期的片材就可以放入模压机进行模压了,在模压之前要严格称重每块水箱板需要的片材重量,以每块水箱板都是标准重量。进入模压机之前还要把包裹片材的塑料膜撕下,才能放入模压机。

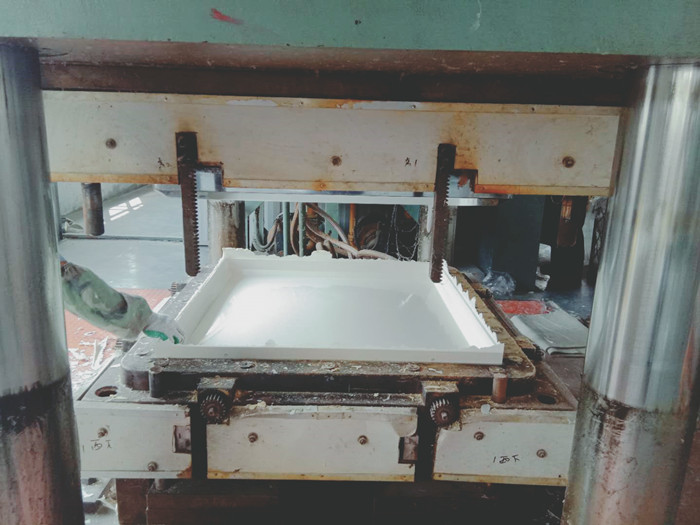
把称重完成的片材放入模压机内,经过一定的高温模压,才能形成水箱板。而水箱板表面的光滑程度主要取决于水箱板磨具,故此,一个好的水箱磨具也是至关重要的,而水箱板的厚度决定了模压的时间,水箱板越厚模压时间越长。


经过一定的高温模压时间,那么一块完整的水箱板的半成品就出炉啦。
然后混合成型的片材需要经过一个熟化期,只有经过熟化期的片材才能进行模压。
经过熟化期的片材就可以放入模压机进行模压了,在模压之前要严格称重每块水箱板需要的片材重量,以每块水箱板都是标准重量。进入模压机之前还要把包裹片材的塑料膜撕下,才能放入模压机。
把称重完成的片材放入模压机内,经过一定的高温模压,才能形成水箱板。而水箱板表面的光滑程度主要取决于水箱板磨具,故此,一个好的水箱磨具也是至关重要的,而水箱板的厚度决定了模压的时间,水箱板越厚模压时间越长。
经过一定的高温模压时间,那么一块完整的水箱板的半成品就出炉啦。


 鲁公网安备 37142802000208号
鲁公网安备 37142802000208号